Zuverlässig im Dauerbetrieb: Hygienische Lager in hoch getakteter Abfüllanlage
Vom Becherspender bis zum fertigen Produkt: iglidur ermöglicht hohe Taktzahlen und Dauerbetrieb
Diese Abfüllanlage für dünn- bis zähflüssige Stoffe arbeitet schnell und präzise dank zahlreicher Lager-Produkte. Bis zu 4.080 Liter pro Stunde können in bis zu 14.400 Becher abgefüllt werden, die dann versiegelt und beschriftet werden. In den Maschinenbereichen Becherspender, Abfüllung und Dosierung, Deckelaufleger und Versiegelung sowie Beschriftung und Auswurf kommen iglidur Gleitlager und Anlaufscheiben sowie drylin Wellen zum Einsatz. Dadurch lässt sich bei nahezu völliger Wartungsfreiheit eine hohe Verfahrgeschwindigkeit realisieren.Steckbrief
- Was wurde benötigt: iglidur-Gleitlager und drylin Wellenführungen
- Anforderungen: Es brauchte Lagerkomponenten, die im Dauerbetrieb zuverlässig arbeiten und komplett schmier- und wartungsfrei funktionieren.
- Branche: Abfüllanlagen, Verpackungstechnik
- Erfolg für den Kunden: Durch Einsatz von iglidur Gleitlager mit inkorporierten Festschmierstoffen muss keinerlei externe Schmierung vorgenommen werden. Sie erlauben hohe Taktzahlen unter Dauerbetrieb.
Problem
Diese vollautomatische Anlage des Maschinenherstellers Gujer Engineering GmbH in Kaltbrunn kann in kurzer Zeit große Mengen von viskosen bis hin zu flüssigen Materialien in Becher wie z.B. Joghurtbecher abfüllen. Bei einer Zykluszeit von 1,5 Sekunden erreicht die Maschine einen Ausstoß von 1,7 Liter, was einer Stundenleistung von max. 4.080 Liter oder 14.400 Bechern entspricht. Die Maschine umfasst sechs verschiedene Stationen von der Becherzuführung bis hin zum Auswerfer für den für unterschiedliche Aufgaben Gleitlager, Wellen und Anlaufscheiben zum Einsatz kommen:Ein Becherspender, der für acht verschiedene Bechergrößen ausgerüstet ist, zieht durch Erzeugung eines Vakuums jeweils den untersten Becher aus dem Magazin, um ihn für den Abfüllvorgang zu positionieren. An der Dosier- und Abfüllstation werden die Becher angehoben wonach sich ein Drehventil öffnet und das Material in die Becher einlässt. Bevor die gefüllten Becher verschlossen werden können, entimmt ein Deckelspender mittels Vakuum den einzelnen Deckel aus einem Magazin und führt eine Drehbewegung aus, um diesen daraufhin präzise auf dem Becher zu positionieren.
Mit dem Versigeln wird der Verpackungsprozess abgeschlossen. Eine wassergekühlte Werkzeugaufnahme ermöglicht hier das hochgenau positionierte Sigeln bei großer Nutzfläche und hohen Temperaturen von bis zu 300 °C.
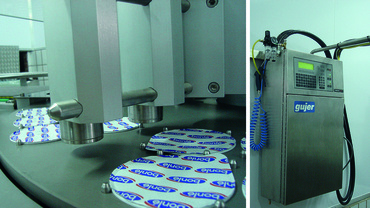
Die Beschriftung der Deckel wird im darauffolgenden Schritt vorgenommen. Ein 2-Kopf Inkjet Gerät über den Bechern übernimmt diesen Prozess.
Schließlich werden die Becher im Takt über eine Hubeinheit nach oben befördert. Hier angekommen werden sie zuletzt mittels eines Pushers im Takt auf ein Förderband gedrückt und aus dem Prozess ausgeworfen.
Lösung
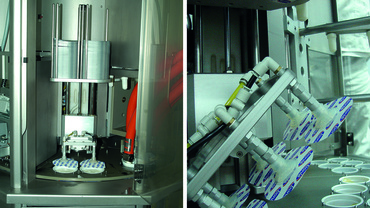
BecherspenderIm Bereich des Becherspenders werden die einzlenen Becher mit Vakuum gefasst und überwacht in den Drehtisch gezogen. Für die Bewegung der Greifer kommen Gleitlager vom Typ JFM‐1818‐17 auf einer Welle vom Typ SWM‐16 zum Einsatz, die eine stolze Taktzahl von 53 Takten pro Minute ermöglichen.
Dosiereinheit
In der Dosiereinheit werden die Behälter zunächst von unten angehoben, wofür Gleitbuchsen vom Typ JFM-1618-17 und Wellen vom Typ SWM-16 verwendet werden.
Für die Betätigung vom Drehventil das maschinenseitig über dem Becher positioniert ist und synchron mit der Dosiereinheit den Materialausstoss regelt, werden Gleitbuchsen vom Typ JSM-1012-10 verwendet (Welle: Artikel SWM-10). Daneben kommen Anlaufscheibe vom Typ iglidur G auf einer Welle des Typs SWM-16 zur Anwendung.
Deckelaufleger
Mittels Vakuum werden die Deckel oben aus dem Deckelspender entnommen. Für die Drehung des Deckelgreifers nach unten sowie dessen exakte Positionierung über den Behältern setzt der Hersteller auf Gleitführungen vom Typ JFM‐1618‐17 auf einer Welle vom Typ SWM‐16. Sie ermöglichen hohe Verfahrgeschwindigkeiten.
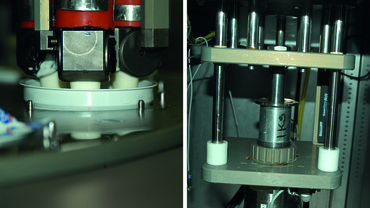
Siegeln
Die Siegelstation ist wassergekühlt, um höchste Präzision zu gewährleisten. Für hohe Stückzahlen können bis 300° C zum Siegeln der Behälter eingestellt werden. Die hohe Maschinenleistung wird durch Gleitlager des Typs JFM-1618-17 und Wellen vom Typ SWM-16 unterstützt, die eine Siegelkraft von bis zu 4284 N aufbauen.
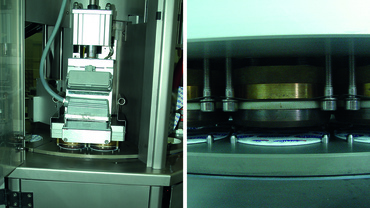
Becherbeschriftung
Die Beschriftung erfolgt über ein 2-Kopf Inkjet Gerät. Von Hand können die Köpfe nach unten auf Arbeitsposition gefahren werden. Hierfür werden Gleitlager vom Typ JSM-1618-17 und Wellen vom Typ SWM-16 benötigt.
Auswerfer
Zuletzt wurde die Hubeinheit des Auswerfers mithilfe von Gleitlagern vom Typ JFM-1618-17 und Wellen vom Typ SWM-16 umgesetzt, die die abgefüllten Becher auf Förderbandhöhe anheben und dann ausstoßen.